
La detección de corrosión bajo soportes de la tubería es actualmente problemática debido a la presencia de soportes de viga y abrazaderas de montura que hacen prácticamente imposible el mantenimiento de algunas zonas de la tubería y muy difícil la realización de inspecciones visuales y END por métodos convencionales.
Las técnicas especializadas en este problema suelen requerir el acceso a la zona situada directamente encima del soporte de la tubería. Por lo tanto, tienen dificultades para inspeccionar los soportes que se muestran a continuación.
Para agravar el problema, los soportes de las tuberías soldadas atenúan gravemente las ondas de Lamb utilizadas por varias técnicas y limitan aún más la posibilidad de inspeccionarlas.




Innerspec Technologies utiliza transductores acústicos electromagnéticos (EMAT) para superar estos problemas. Aplicando pruebas de ultrasonidos de medio alcance (MRUT) y empleando tanto ondas Lamb como ondas horizontales transversales (SH), podemos llevar a cabo la inspección tanto desde arriba como desde el lado del soporte de la tubería.
La generación de ondas SH a través de la magnetostricción, desplegada mediante sensores y accesorios propios, en lugar de las fuerzas de Lorentz, ofrece una potencia de penetración, una resolución y una sensibilidad y una penetración muy mejoradas.
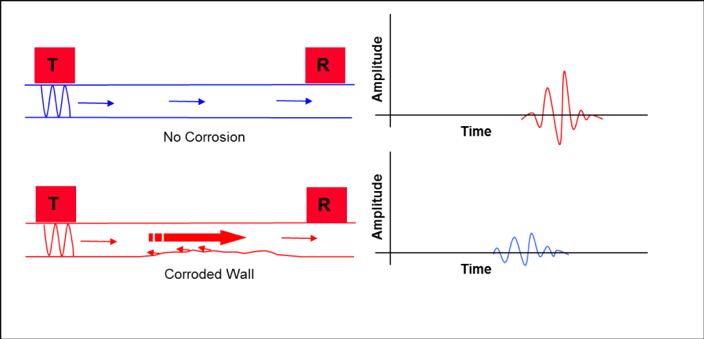
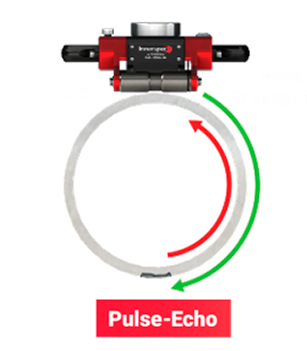
Lamb waves are employed to inspect pipe supports from above the area of interest utlising either Pitch-Catch or Pulse-Echo techniques. In both cases the sensors travel axially around the outside diameter (OD) of the pipe, sending lamb waves in both directions.
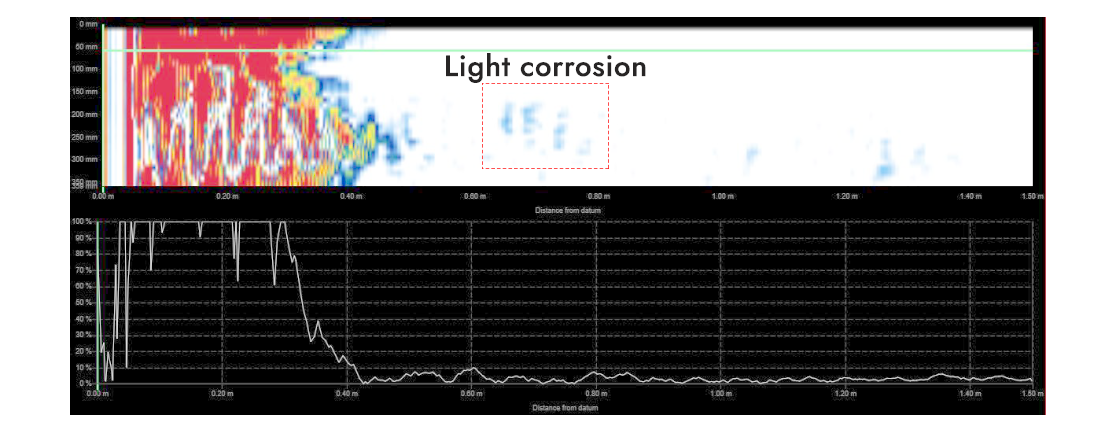
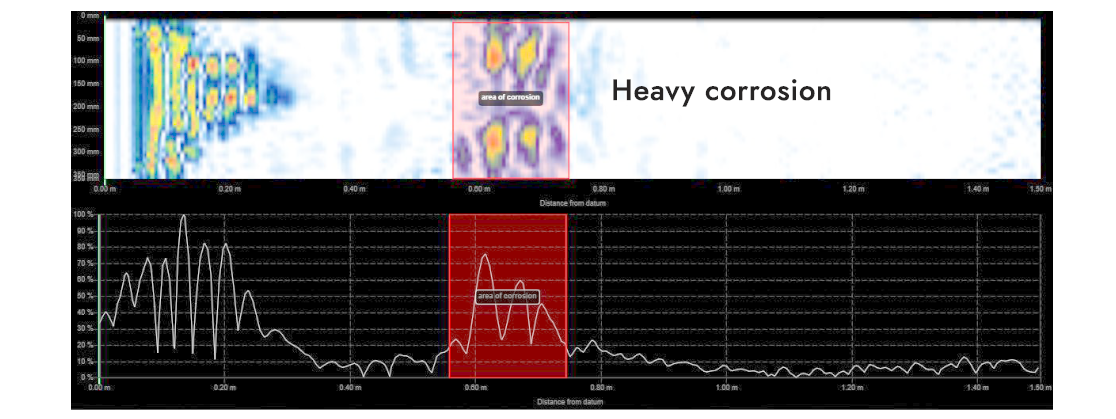
En las inspecciones Emisión-Recepción , las paredes corroídas provocan desplazamientos en el tiempo de vuelo y atenuación de la señal.


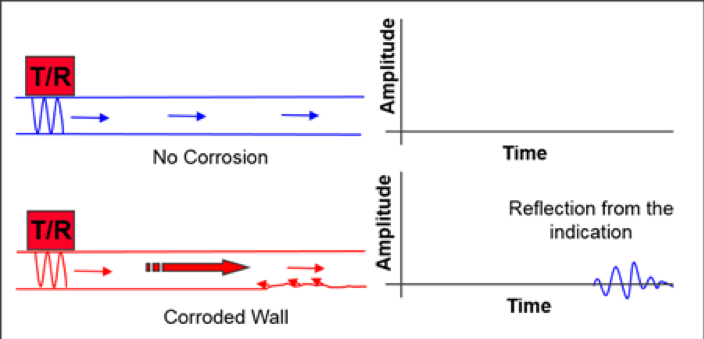
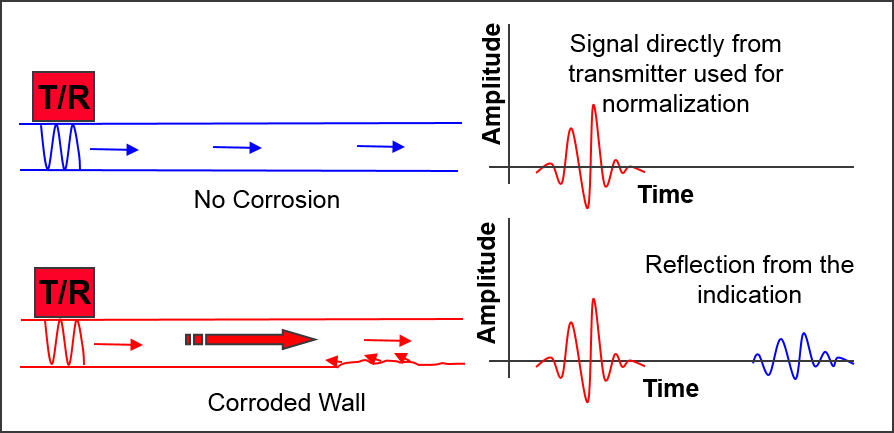
En las inspecciones Pulso-Eco, los defectos reflejan parte de los ultrasonidos hacia el transductor.

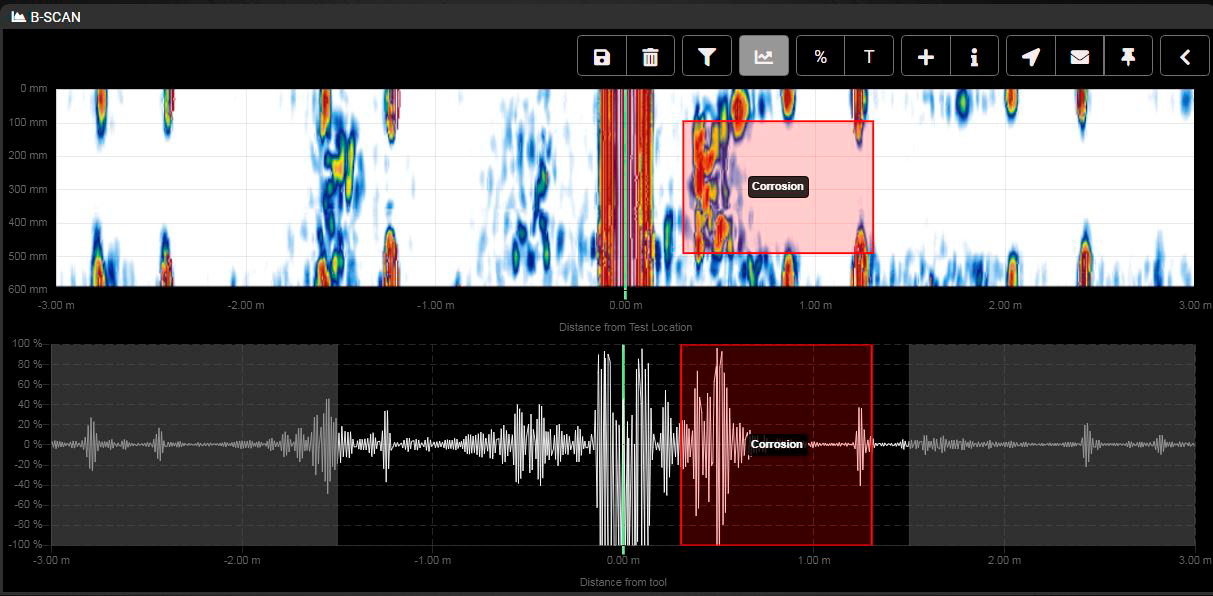
Para zonas inaccesibles o cuando se requiere una mayor precisión, los sensores y accesorios patentados por Innerspec Technologies permiten desplegar el MRUT con ondas SH desde el lateral de los soportes de las tuberías en lugar de hacerlo desde arriba. Esto permite la inspección de tuberías con soportes sujetados y atornillados, lo cual es inalcanzable con otros equipos.
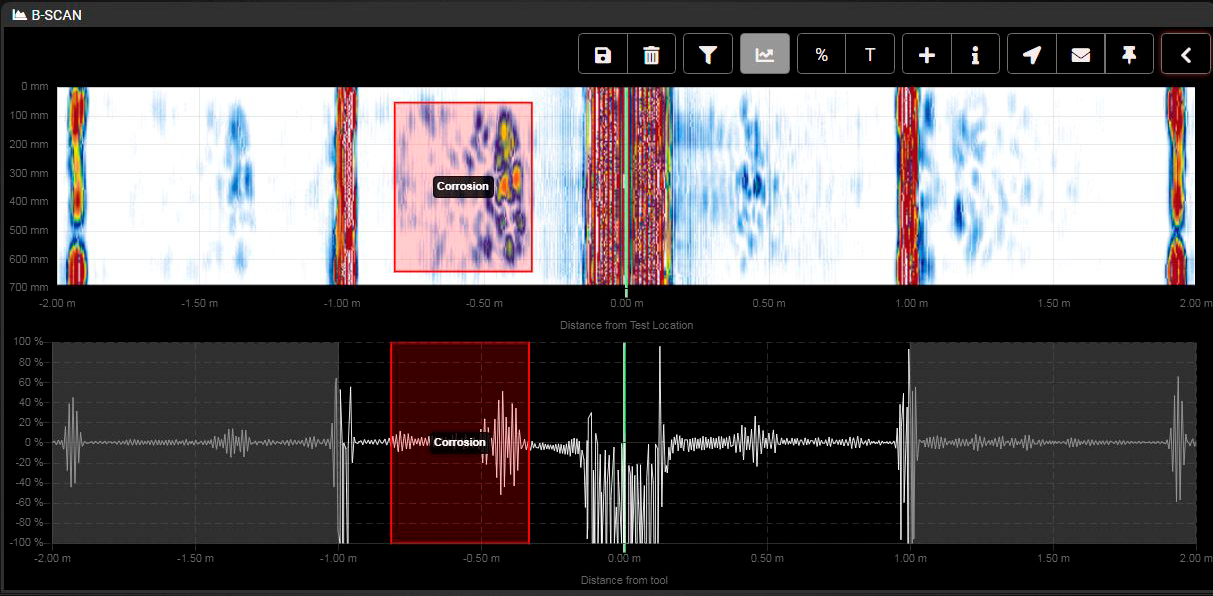
Al inspeccionar tuberías y tubos mediante ondas SH circunferenciales en modo de reflexión y pulso-eco, cubrimos hasta 3 m delante del sensor en diámetros de 100 mm y mayores. La técnica ofrece, de media, una resolución y una detección de la pérdida de sección transversal 10 veces mejor que la LRUT convencional.


Para la inspección de soportes de tuberías soldadas escaneamos con ondas SH tanto en la dirección axial como en la circunferencial, incluso si se dispone de acceso a la zona por encima del soporte para el despliegue de ondas Lamb, ya que la presencia de las soldaduras las atenúa demasiado. Al igual que con las ondas Lamb, pueden emplearse tanto en la reflexión como en la atenuación.




MRUT con ondas SH ofrece:
