



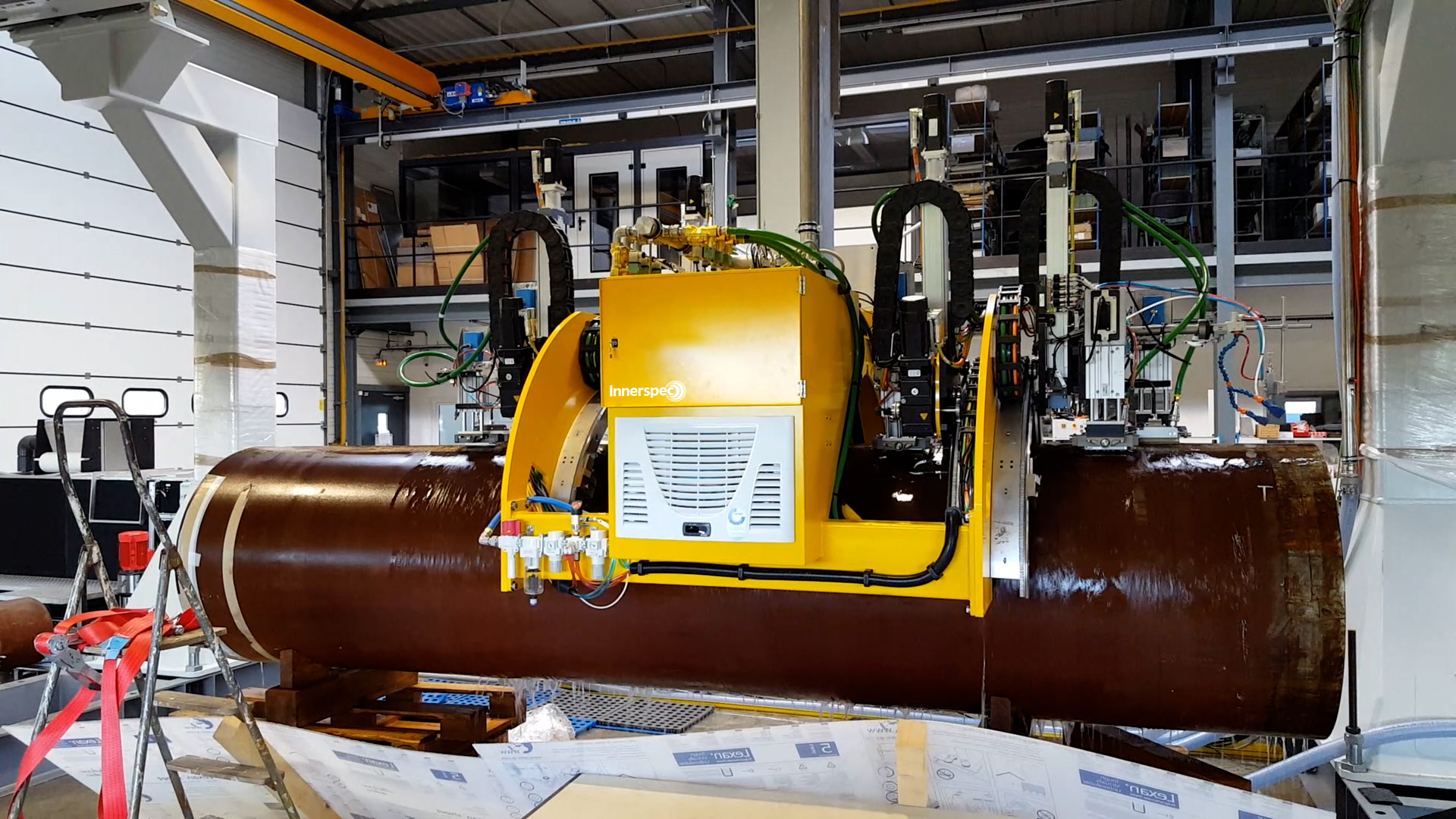
RONDO WELD ERW-SAW provides offline inspections of longitudinal ERW or SAW welds in tubes and pipes. TEMATE BW-LT(ERW) is an inline solution designed specifically for the inspection of ERW welds immediately after welding.
RONDO WELD ERW-SAW provides offline inspections of longitudinal ERW or SAW welds in tubes and pipes. TEMATE BW-LT(ERW) is an inline solution designed specifically for the inspection of ERW welds immediately after welding.
El elemento de texto enriquecido le permite crear y dar formato a títulos, párrafos, citas en bloque, imágenes y vídeos, todo en un solo lugar en lugar de tener que añadirlos y darles formato individualmente. Sólo tienes que hacer doble clic y crear contenido fácilmente.
Un elemento de texto enriquecido puede utilizarse con contenido estático o dinámico. Para el contenido estático, basta con soltarlo en cualquier página y empezar a editarlo. Para el contenido dinámico, añada un campo de texto enriquecido a cualquier colección y luego conecte un elemento de texto enriquecido a ese campo en el panel de configuración. Y ya está.
Los títulos, los párrafos, las citas en bloque, las figuras, las imágenes y las leyendas de las figuras pueden ser estilizados después de añadir una clase al elemento de texto enriquecido utilizando el sistema de selector anidado "When inside of".
El elemento de texto enriquecido le permite crear y dar formato a títulos, párrafos, citas en bloque, imágenes y vídeos, todo en un solo lugar en lugar de tener que añadirlos y darles formato individualmente. Sólo tienes que hacer doble clic y crear contenido fácilmente.
Un elemento de texto enriquecido puede utilizarse con contenido estático o dinámico. Para el contenido estático, basta con soltarlo en cualquier página y empezar a editarlo. Para el contenido dinámico, añada un campo de texto enriquecido a cualquier colección y luego conecte un elemento de texto enriquecido a ese campo en el panel de configuración. Y ya está.
Los títulos, los párrafos, las citas en bloque, las figuras, las imágenes y las leyendas de las figuras pueden ser estilizados después de añadir una clase al elemento de texto enriquecido utilizando el sistema de selector anidado "When inside of".
