
Las ventajas prácticas de las pruebas ultrasónicas (UT) de EMAT incluyen la inspección en seco, la impermeabilidad a las condiciones de la superficie y los modos de onda únicos, como las ondas de corte con polarización horizontal (ondas SH). En este artículo, se hablará de las ventajas prácticas de la EMAT para aplicaciones en servicio mediante pruebas ultrasónicas de medio alcance (MRUT).
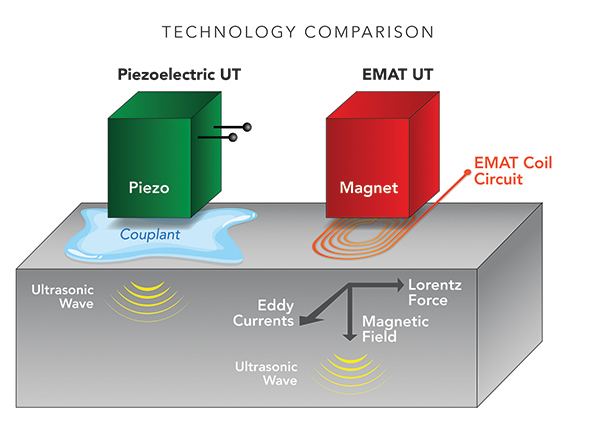
A modo de repaso, el EMAT, o transductor acústico electromagnético, es una técnica de UT que genera el sonido en el componente inspeccionado en lugar del transductor. Como se ilustra en la figura 1, el EMAT genera ondas ultrasónicas en un objeto de prueba utilizando la inducción electromagnética con dos campos magnéticos que interactúan. Un campo de frecuencia relativamente alta (RF) generado por las bobinas eléctricas interactúa con un campo de baja frecuencia, o estático, generado por los imanes para producir una fuerza de Lorentz de forma similar a la de un motor eléctrico. Esta perturbación se transfiere a la red del material, produciendo una onda elástica. En un proceso recíproco, la interacción de las ondas elásticas en presencia de un campo magnético induce corrientes en el circuito de la bobina EMAT receptora.
Dado que el sonido se genera en la pieza inspeccionada en lugar de en el transductor, no se requiere un acoplamiento líquido. La EMAT es una técnica completamente sin contacto que presenta importantes ventajas para las aplicaciones en servicio respecto a las técnicas de inspección piezoeléctricas más convencionales. Más concretamente, en este artículo, hablaremos de las aplicaciones y técnicas desplegadas cuando se utilizan ondas guiadas con un sistema MRUT.
Los dos métodos más comunes para las inspecciones en servicio con ondas guiadas son la UT de largo alcance (LRUT) y la UT de medio alcance (MRUT). El LRUT se utiliza casi exclusivamente para la inspección de tuberías en modo de reflexión para cubrir largas distancias (decenas de metros) desde un anillo fijo de sensores. Normalmente trabaja con frecuencias bajas (por debajo de 100 kHz). La capacidad/limitación de detección típica es del 10% de la pérdida de pared del área transversal. El MRUT se utiliza tanto en modo de atenuación como de reflexión para cubrir distancias más cortas (0,1-5m). Los sensores se montan en escáneres para inspeccionar tramos largos de tuberías o depósitos. Suele trabajar con frecuencias de 100kHz a 1MHz, y puede detectar pequeñas picaduras (siendo aproximadamente 10 veces más sensible que LRUT).
Modern MRUT equipment uses high frequency guided waves with a typical inspection range between 4” (0.1m) and 16’ (5m) to detect corrosion, cracks, and discontinuities on exposed tubes, gas lines, oil pipelines, and storage tanks. The system uses high-power EMAT technology to perform 100% scanning at speeds of up to 150mm/s on pipe diameters from 2.0” (50mm) to 46.0” (1168mm) with 0.5” (13mm) or less wall thickness. The inspection can be performed on rough and corroded surfaces, when covered with thin wraps or coatings (<3mm).
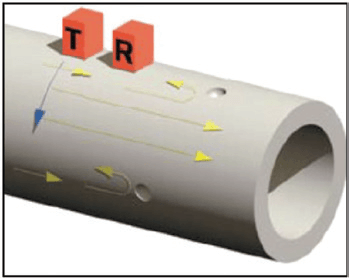
El equipo puede configurarse con un instrumento y un escáner de mano (figura 2) para trabajos más pequeños y de fácil acceso, o con un sistema portátil de alta velocidad con un rastreador automatizado (figura 3) para escanear y escalar rápidamente en tuberías y depósitos en horizontal y en vertical. Los equipos portátiles están diseñados para utilizarse con sensores de imanes permanentes, mientras que el sistema de alta velocidad puede utilizarse con sensores de imanes permanentes o pulsados para obtener un rendimiento superior de la relación señal/ruido. Ambas opciones de equipos son adecuadas para las técnicas de exploración axial y circunferencial.


Los equipos MRUT incluyen sensores y configuraciones de software para excitar los modos de ondas guiadas para diferentes espesores y condiciones ambientales. Con el uso de frecuencias más altas y un menor alcance, la técnica MRUT detecta picaduras aisladas y pérdidas en la pared con una resolución lateral hasta 10 veces mejor que los sistemas LRUT con una zona muerta mínima o nula.
Inspección de tuberías y tanques - La técnica MRUT, que utiliza ondas guiadas horizontales transversales y Lamb, es una excelente opción para el cribado rápido y la detección de grietas, picaduras y corrosión en tuberías y tanques en servicio. Las aplicaciones incluyen:
En estructuras relativamente finas, es posible generar ondas guiadas que llenan el material y permiten una inspección volumétrica completa. Los tipos más comunes de ondas volumétricas son las ondas Lamb. Los sensores pueden configurarse en una configuración Emisión-Recepción o Pulso-Eco dependiendo del tipo de técnica de escaneo que se utilice. Hay dos tipos de técnicas de exploración que pueden emplearse con un sistema MRUT: axial y circunferencial.
El escaneo axial es el método preferido para escanear largas distancias de tuberías continuas. Como se ilustra en la figura 4, se trata de una técnica de transmisión pasante que consigue una inspección volumétrica del 100% de la tubería mediante un rápido muestreo ultrasónico de la circunferencia de la tubería a medida que el sensor se desplaza a lo largo de la misma. El muestreo ultrasónico se realiza a una velocidad de hasta 400 lecturas por segundo, lo que permite una rápida exploración e identificación de los defectos.
Una configuración de sensor de pulso-eco mide las transmisiones ultrasónicas alrededor de la circunferencia de la tubería. Los elementos transmisores y receptores se colocan a menos de 180 grados de distancia alrededor de la superficie exterior de la tubería. Se produce una onda volumétrica guiada que se envía en ambas direcciones: en el sentido de las agujas del reloj y en sentido contrario. El elemento receptor mide la intensidad de ambas transmisiones. Los defectos, como las grietas, las fosas y la pérdida de pared, proporcionan una atenuación observable del sonido o un cambio de fase debido al cambio del tiempo de vuelo.

El escaneo circunferencial es el método preferido cuando se escanea alrededor de obstrucciones o alrededor de interfaces de aire a suelo. Como se ilustra en la figura 5, se trata de una técnica de transmisión pasante que consigue una inspección volumétrica del 100% de la tubería mediante un rápido muestreo ultrasónico de la misma a medida que el sensor se desplaza por la circunferencia de la tubería. El muestreo ultrasónico proporciona hasta 400 lecturas por segundo para una rápida exploración e identificación de los defectos.
Una configuración de sensor de pulso-eco mide las reflexiones ultrasónicas a lo largo de la tubería. Los defectos, como las grietas, los hoyos y la pérdida de pared, proporcionan reflexiones observables del sonido.
Como técnica UT sin contacto, la EMAT tiene claras ventajas que la convierten en la técnica elegida para muchas aplicaciones. Cuando se combina con los sensores y métodos MRUT, las ventajas de EMAT se traducen en un eficaz sistema de exploración de alta velocidad para aplicaciones en servicio.
