Las instalaciones de recuperación de energía a partir de residuos WtE son la evolución lógica de las tradicionales incineradoras de basura. Mientras que las incineradoras solo reducen el volumen de basura, las instalaciones WtE están diseñadas para dar una segunda vida a los deshechos. Estas instalaciones obtienen energía de la basura que está siendo incinerada, utilizando equipos de alta tecnología que controlan las emisiones de CO2 durante el proceso de incineración.
Los residuos sólidos se almacenan e incineran en calderas diseñadas especialmente para asegurar una completa combustión y obtención de energía a través de vapor para producir electricidad.
A parte de la energía obtenida, las cenizas de estas instalaciones se reutilizan para la fabricación de ladrillos y otros materiales de construcción.

Nuestro cliente es una de las compañías líderes en la gestión de residuos, reciclado y obtención de energía a partir de residuos de Reino Unido, cuyas instalaciones se sitúan en la ciudad de Londres.
Dichas instalaciones utilizan grandes calderas para generar vapor de agua que se transformará en energía a partir del proceso de combustión de deshechos residuales, los cuales son utilizados para generar electricidad. Este complejo proceso implica la combustión de una masa variada de productos no controlados, en un ambiente de combustión altamente corrosivo y sujeto a temperaturas de entre 800 y 1.000ºC. Para el correcto funcionamiento del proceso, es imprescindible asegurar que los tubos de la caldera son robustos y que el espesor de los mismos continúa estando dentro de criterios aceptables, ya que un único escape de uno de los cientos de tubos en el interior de la caldera tendrá como resultado una pérdida de presión y causará la interrupción inmediata, derivando en un parón de la actividad, grandes pérdidas financieras y cambios en la planificación de las actividades de la empresa.
Con el fin de asegurar la completa disponibilidad de las calderas, es esencial disponer de datos precisos y fiables del espesor remanente a lo largo de toda la superficie de la red de tubos de caldera, de forma que un potencial fallo sea anticipado y las tuberías puedan ser sustituidas durante revisiones programadas, eliminando así paradas inesperadas y pérdidas de producción imprevistas.
El Consejo de Investigación y Tecnología WTE (WTERT) demostró que las paradas no programadas debidas a la corrosión eran de una media de 7,8 días/unidad/año. Por tanto, es importante asegurarse de que los tubos de la caldera están sanos y el grosor restante de sus paredes se mantiene dentro de los criterios de aceptación.
Para ayudar a conseguirlo, Innerspec realizó con éxito una prueba in situ para nuestro cliente de Londres. En lo que va de año, hemos realizado 3 inspecciones completas (tercer paso y cambiadores de salida de calor) y 2 parciales de tubos de calderas de centrales eléctricas utilizando nuestro sistema especializado de inspección de tubos TEMATE TG-IS(B).
A velocidades de escaneo de hasta 150 m por hora, hemos sido capaces de recoger casi 700.000 mediciones de espesor al día y hemos realizado más de 8 millones de lecturas en lo que va de año.
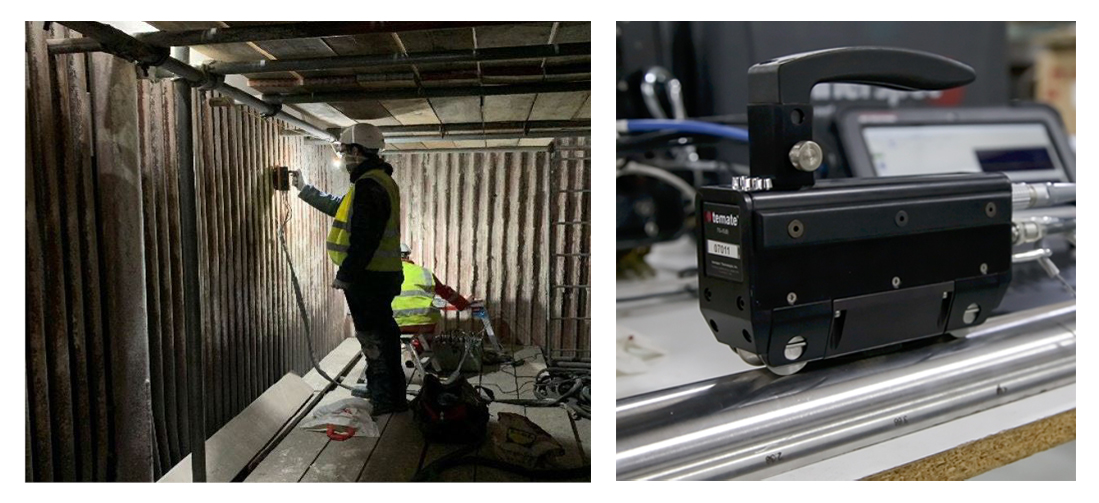
Nuestro sistema utiliza transductores acústicos electromagnéticos y está diseñado para medir la pérdida de pared y detectar grietas (grietas por corrosión de hidrógeno, corrosión por tensión, desportillamiento cáustico) en tubos de caldera. Esto se consigue sólo después de un chorro de arena para eliminar las incrustaciones sueltas hasta el nivel SA2, ya que, a diferencia de las mediciones ultrasónicas convencionales, no es necesario esmerilar ni pulir. Con las mediciones realizadas a lo largo de casi el 100% de la longitud del tubo, en lugar de a intervalos de sólo 1 m, como en el caso de los ultrasonidos convencionales, y con múltiples pasadas (centro, izquierda y derecha), podemos eliminar casi por completo las posibilidades de que se pierdan zonas de adelgazamiento entre las zonas de comprobación puntual.
Por lo tanto, nuestra solución reduce tanto el gasto en trabajos de preparación como la probabilidad de que los tubos fallen durante el funcionamiento, a la vez que reduce las paradas no planificadas.
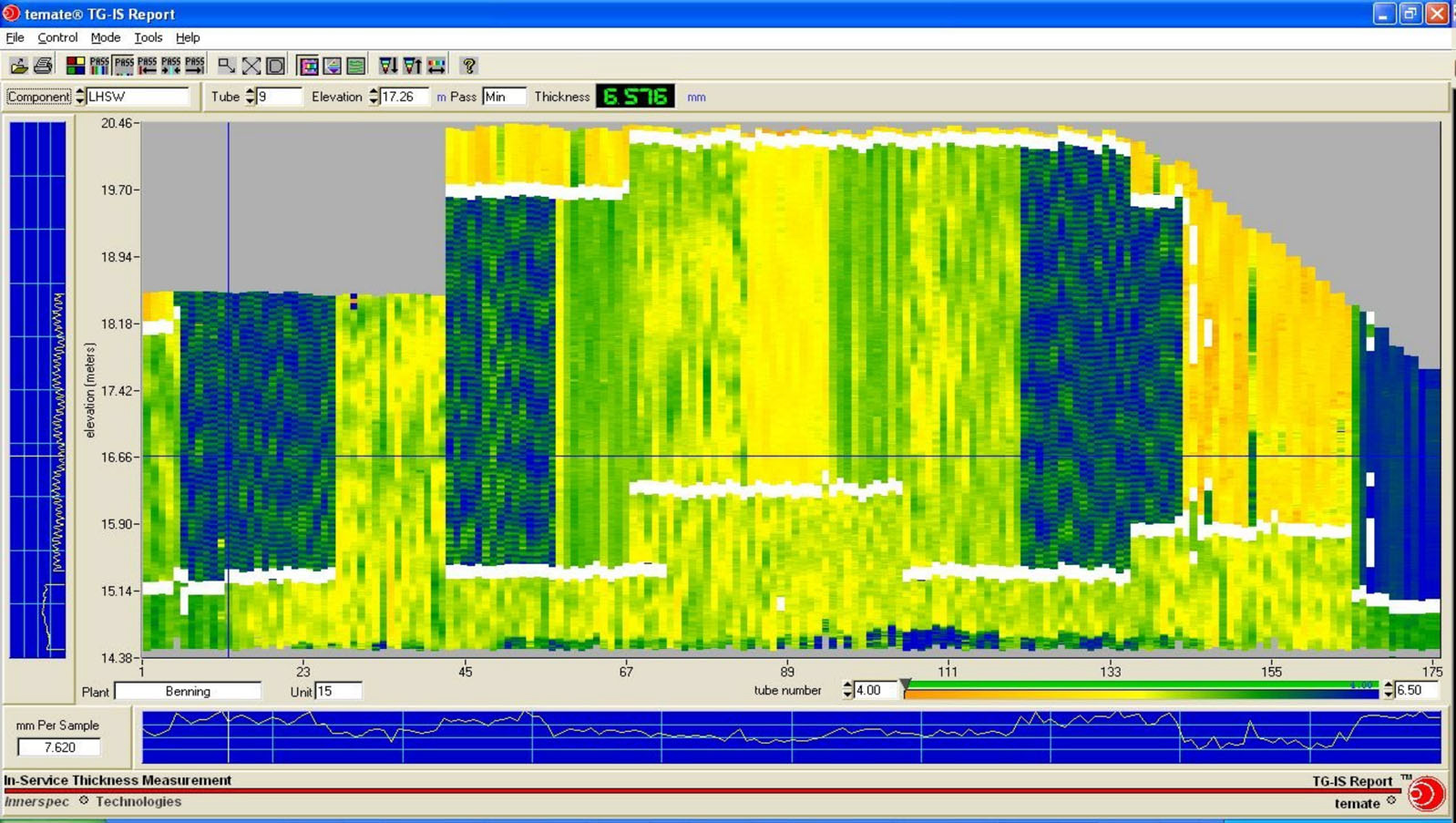
Nuestro exclusivo software de mapeo de calderas permite una fácil visualización de los resultados de la inspección para un rápido análisis e interpretación que permite :

Nuestra tecnología es aplicable en cualquier lugar en el que sea necesario realizar un mapeo de la corrosión, incluidas las plantas de biomasa y de gas, y en particular donde las condiciones de temperatura de la superficie hacen que la medición ultrasónica convencional no sea práctica.
Puede encontrar más información en la página web dedicada al sistema o viendo este vídeo.
Si quieres saber más acerca de la tecnología de inspección de tubos de caldera temate® TG-IS(B) o para llevar a cabo una demostración in situ o virtual, por favor, contacta con nosotros en sales@innerspec.com