Inspecting dead leg supports is a primary application within the broader scope of Corrosion Under Pipe Supports (CUPS). A client sought to evaluate the VOLTA 2 MRUT SH capabilities for detecting corrosion under dead leg supports at their facilities.
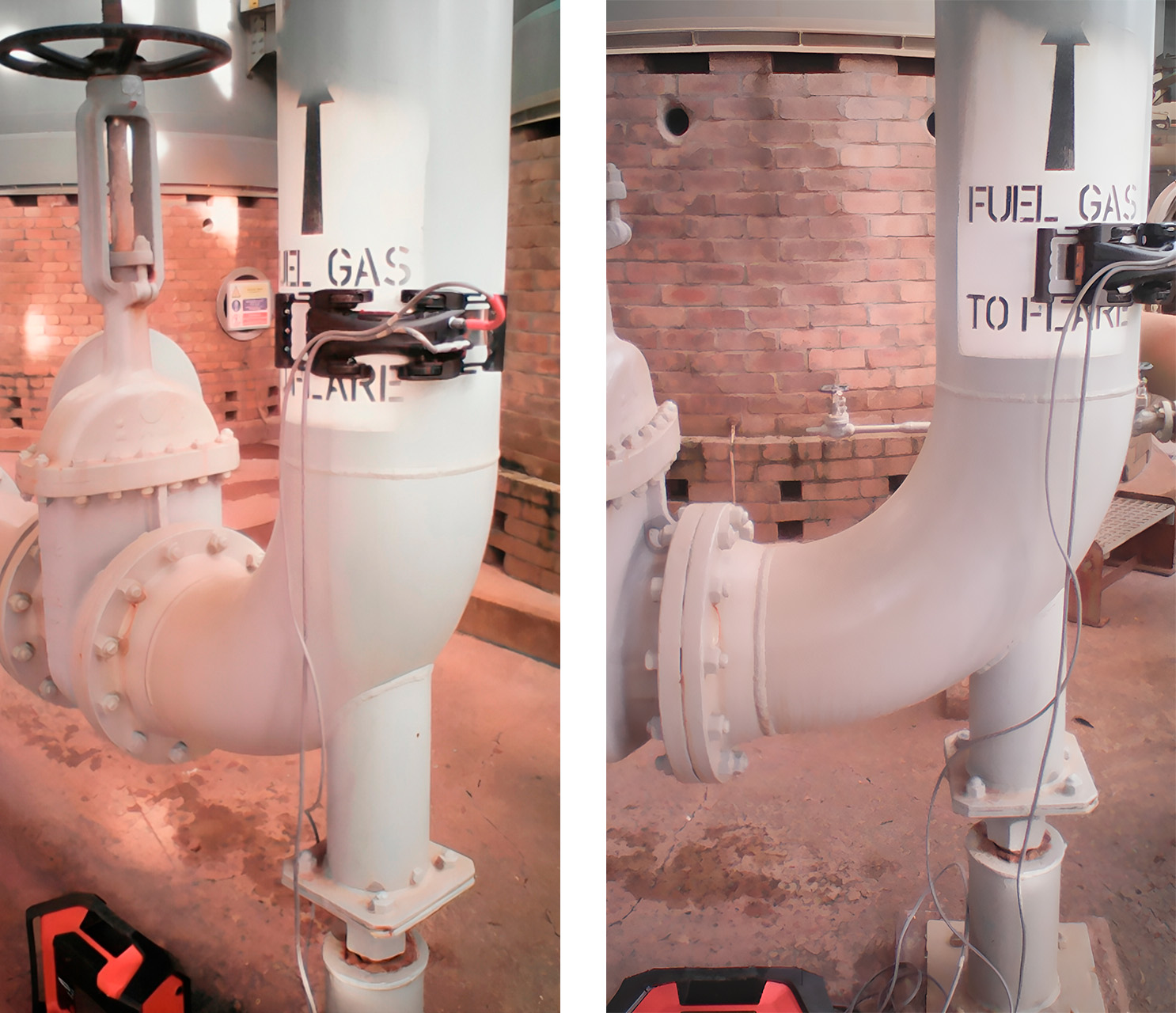
The test was conducted on a painted 6-inch carbon steel pipe section featuring a dummy leg welded to the bottom of an elbow. This location represents a critical section; as the lowest point of the bend, moisture or 'sludge' naturally settles there, increasing the risk of localized corrosion. Because the corrosion is hidden beneath the welded support, the area is inaccessible, requiring an inspection method that does not require direct access to the point of interest.
For the detection of corrosion under welded supports, the MRUT SH technique—available with the Innerspec VOLTA 2—is the recommended inspection solution.
VOLTA 2 is a high-voltage, two-channel portable ultrasonic instrument designed for use with Electro Magnetic Acoustic Transducers (EMATs). It incorporates a proprietary pulser architecture capable of generating tone bursts from 1 to 10 cycles with output amplitudes up to 1,000 Vpp. The pulser design supports the high excitation energy requirements typical of EMAT-based inspections while maintaining a compact, field-deployable form factor.
VOLTA can be used to perform any EMAT technique, including Thickness Measurement, Weld Inspection, as well as Medium Range and Long-Range Guided Wave techniques.

Medium Range Ultrasonic Testing (MRUT) is a suite of advanced non-destructive testing techniques that utilize guided waves to inspect inaccessible areas up to 3 meters (10 feet) from the sensor location with high resolution and accuracy. MRUT complements LRUT with higher sensitivity and defect qualification, and quantification near the sensor.
The MRUT scanners and sensors are designed to generate high-frequency guided waves with different mode configurations (Shear Horizontal, Lamb) depending on the type of application and technical requirements. For inaccessible, CUPS, buried sections, MRUT SH (Shear Horizontal) is the recommended technique.
Shear Horizontal waves have side-to-side motion parallel to the plane of entry (in-plane) with minimum particle motion and leakage on materials inside or outside the structure. The proprietary Magnetostrictive Strip (MS) adhered to the component enhances SNR >60db from other techniques, making it the most efficient reflection technique when there is only one-sided access to the area of interest.
The MS Strip was placed circumferentially, providing full coverage of the area of interest and the welded support's footprint. A circumferential MRUT scan was performed at 125Khz.
The datum was established 221 mm before the upper weld of the elbow, with the test range situated between 604 mm and 879 mm from the datum. The gain was increased to a range of 1400 mm until the lower flange, located at 1331 mm from the datum, was clearly observed in the scan.
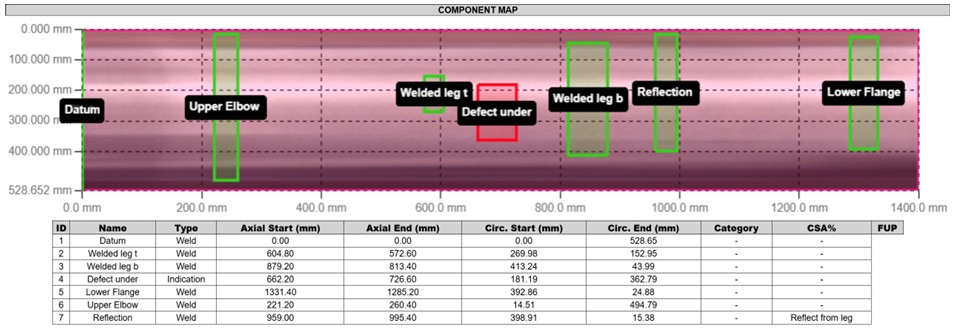
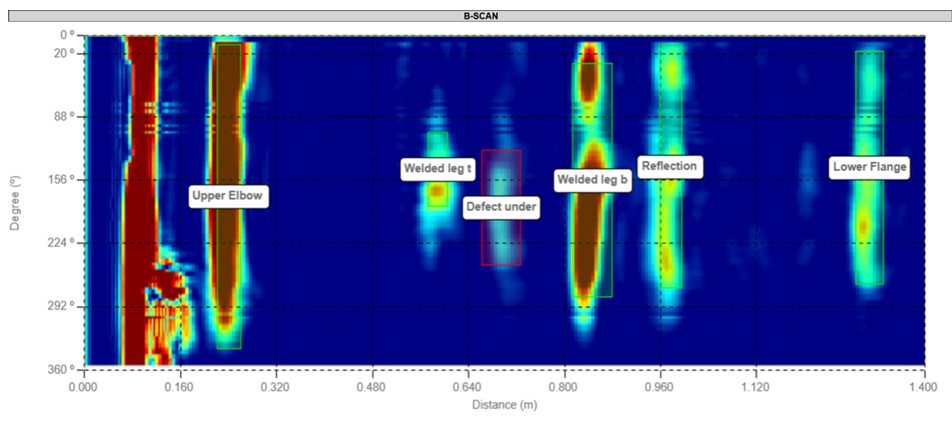
A defect was identified within the area of interest, directly beneath the welded support, displaying a reflection unrelated to any geometric feature. This was clearly visible in the B-scan between the two support welds, designated as 'Welded leg t' (top) and 'Welded leg b' (bottom). Additionally, the B-scan shows a distinct reflection from the vertical flange of the dead leg support, colloquially known as a trunnion.
The field evaluation successfully validated the VOLTA 2 system and the MRUT SH technique as a highly effective solution for detecting Corrosion Under Pipe Supports (CUPS) in complex geometries. The system successfully identified localized metal loss beneath a welded support that was completely inaccessible to visual inspection and traditional UT.
The inspection clearly differentiated between the geometric reflections from the elbow and trunnion welds and the non-geometric signal indicative of a defect. The MS-Strip technology significantly reduced the required inspection time by demonstrating reliable results and optimal coupling without the need for additional surface preparation on the painted pipe or a time-consuming setup.