Arix Technologies buscaba evaluar la aplicación MRUT SIZING utilizando VOLTA 2 para sus operaciones de inspección. Con el fin de determinar el rendimiento de la aplicación, suministraron una muestra de tubería con condiciones habituales de campo, junto con cuatro defectos artificiales diseñados para desafiar la estimación del espesor de pared remanente. El objetivo del equipo de Arix era confirmar que la solución de Innerspec podía detectar y diferenciar con precisión los cuatro defectos, proporcionando al mismo tiempo una estimación fiable de la pared remanente.
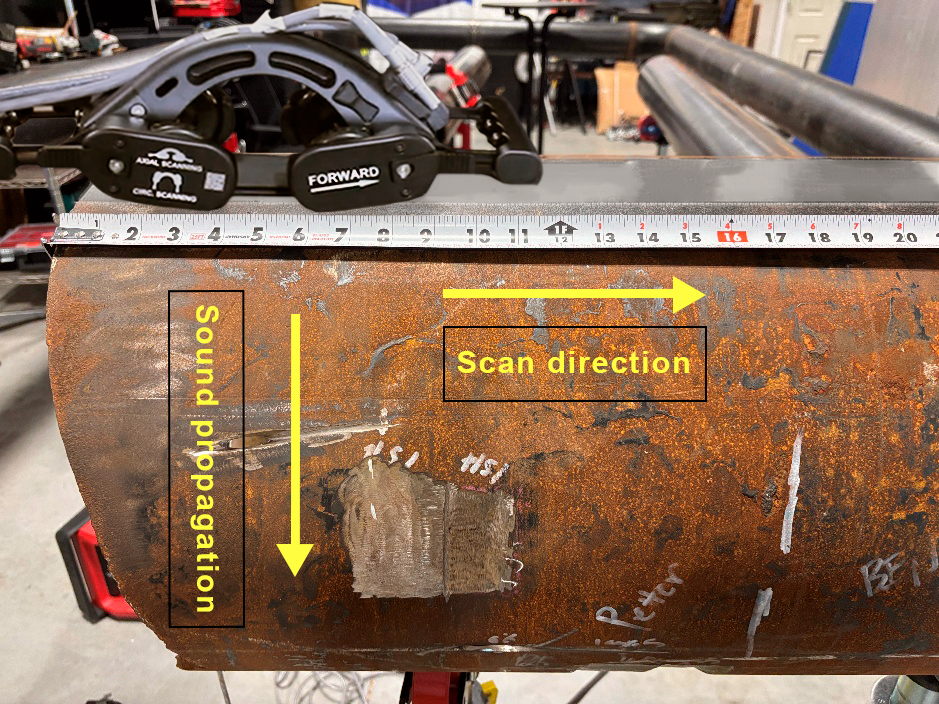
La muestra consistió en una tubería de acero al carbono de 16 pulgadas de OD (diámetro exterior) con un WT (espesor de pared) de 0.250 pulgadas y cuatro defectos artificiales. Estos defectos se solapaban tanto axial como circunferencialmente, lo que representaba un desafío adicional para la estimación del espesor de pared remanente. Los cuatro defectos, como se muestra en la Figura 1, consistían en:
La muestra presentaba corrosión generalizada en el ID (diámetro interno) a lo largo de toda la pieza. Esta corrosión impedía la propagación del modo SH1 (dispersivo) utilizado para la técnica de cutoff-frequency. El equipo no había podido inspeccionar esta muestra con un instrumento que empleara exclusivamente la técnica de cutoff-frequency.

El equipo utilizado para estos ensayos es el Innerspec VOLTA 2, un instrumento ultrasónico portátil de alta potencia y dos canales diseñado para su uso con Transductores Acústicos Electromagnéticos (EMAT). Incorpora una arquitectura de pulsador patentada capaz de generar tone bursts de 1 a 10 ciclos con amplitudes de salida de hasta 1,000 Vpp. El diseño del pulsador soporta los altos requerimientos de energía de excitación típicos de las inspecciones basadas en EMAT, manteniendo un factor de forma compacto y apto para despliegue en campo.
VOLTA puede utilizarse para realizar cualquier técnica EMAT, incluyendo la medición de espesores, inspección de soldaduras, así como técnicas de ondas guiadas de medio alcance (MRUT) y largo alcance (LRUT).

La técnica utilizada para esta aplicación permite inspeccionar áreas ocultas de la circunferencia de una tubería mediante un escaneo axial a lo largo de la misma. Es especialmente adecuada para la detección y dimensionamiento de Corrosión Bajo Soportes de Tubería (CUPS). El escáner MRUT SIZING genera ondas guiadas a través de una banda magnetostrictiva (MS) adherida axialmente a la tubería.
La técnica combina métodos de medición basados en la amplitud (modo de onda SH0) y basados en la frecuencia (modo de onda SH1) para proporcionar mediciones de espesor de pared remanente (RWT) altamente precisas a lo largo de la tubería. Esta técnica de dimensionamiento de defectos está diseñada para su uso en tuberías con un espesor de 0.25” a 1” (6-25 mm) y diámetros que oscilan entre NPS 6 y NPS 24.
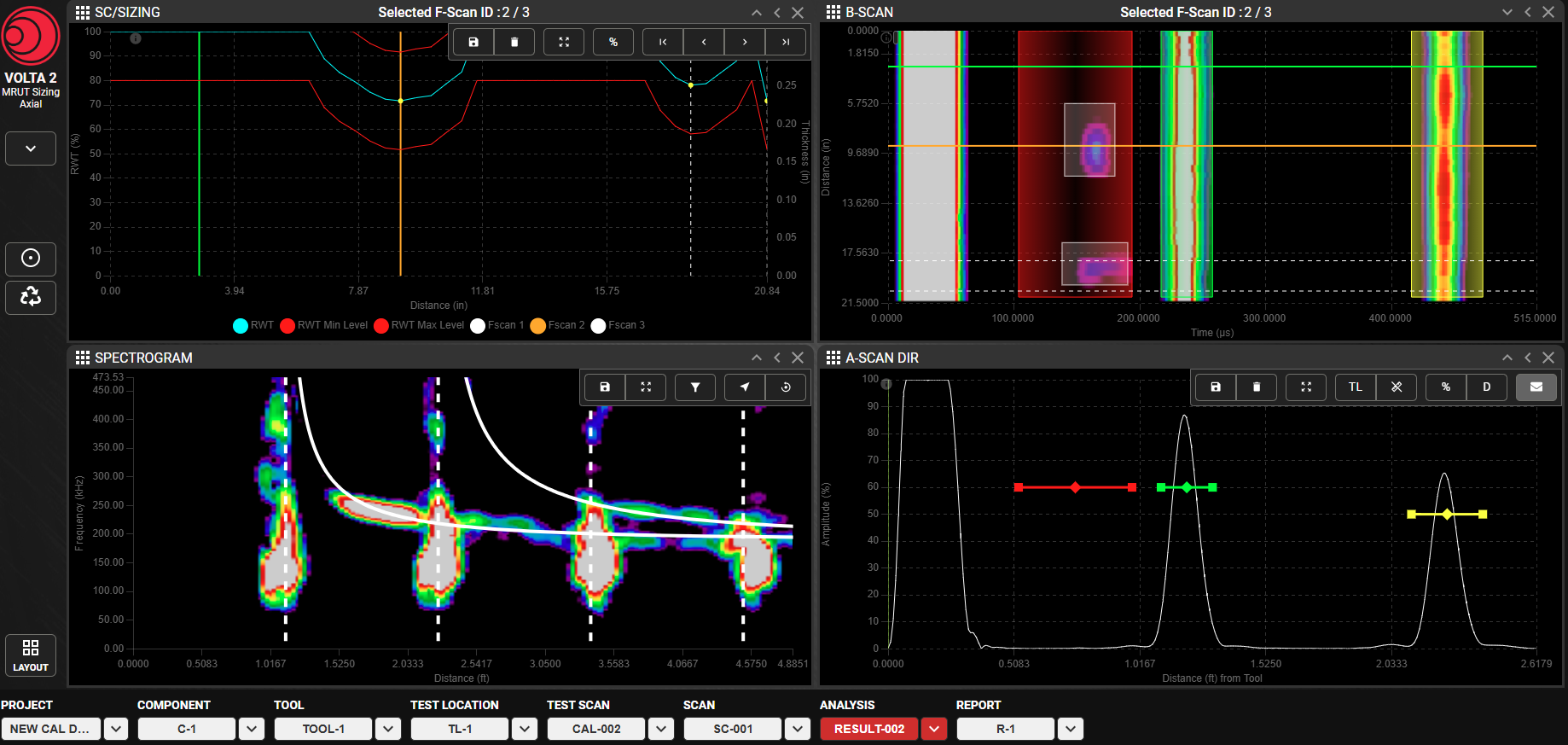
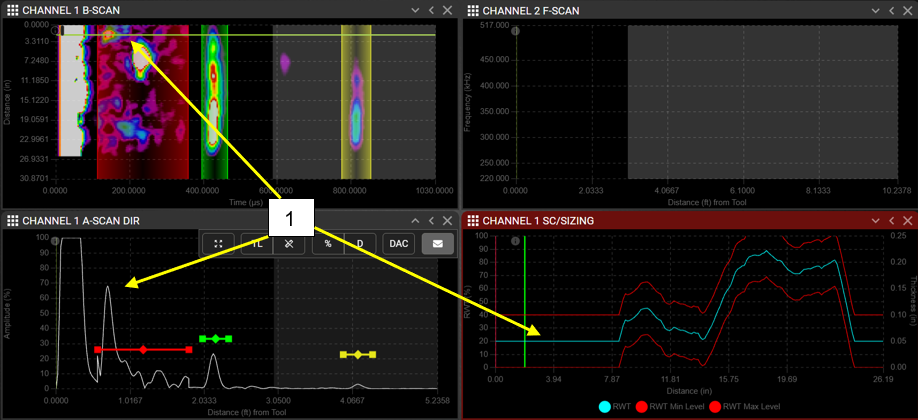
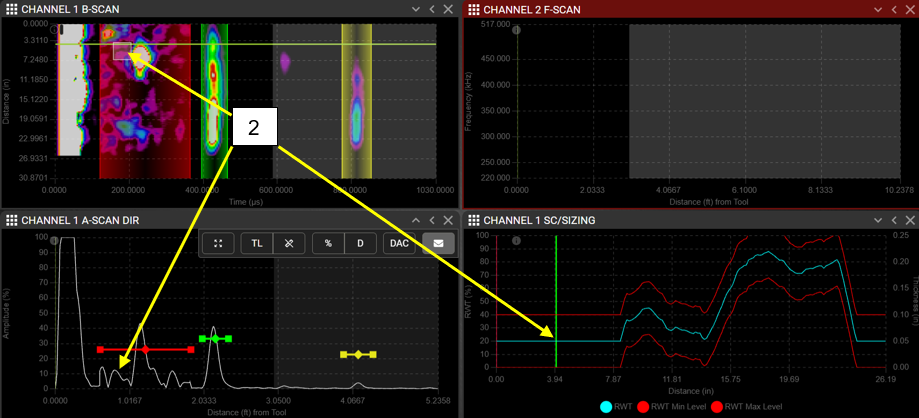
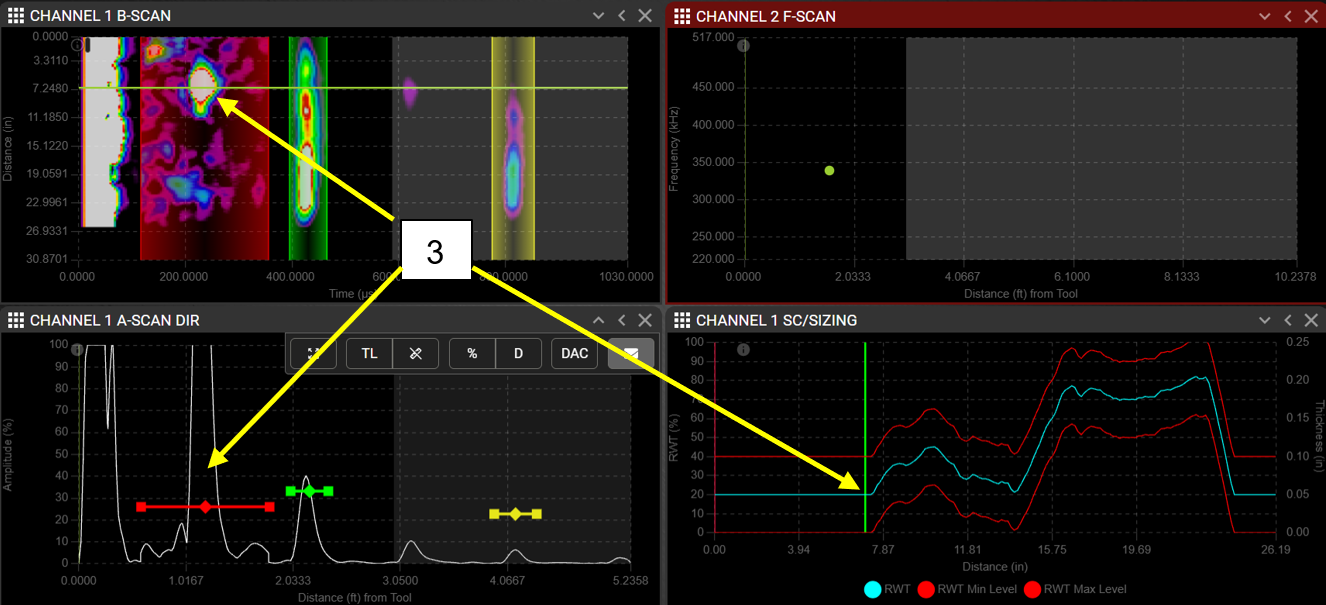
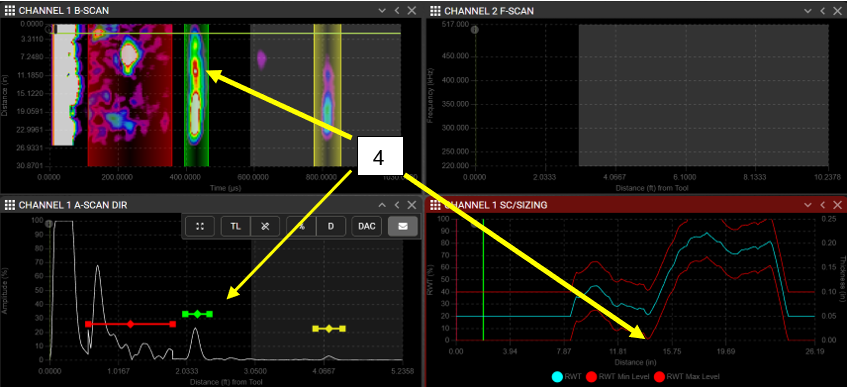
Tras la adquisición de datos en SCAN, el software integra el dimensionamiento por amplitud y frecuencia durante la etapa de ANALYSIS. En los puntos discretos donde se capturaron los escaneos de frecuencia, las mediciones automáticas de cutoff se combinan con los datos de amplitud. Las mediciones integradas resultantes se muestran luego en la gráfica SC/Sizing, proporcionando una precisión mejorada para el perfil de espesor de pared remanente (RWT).
Para este escaneo, la banda se posicionó a 180 mm (7”) del área defectuosa. La banda debe colocarse más allá de la zona de sospecha de defecto para establecer una señal de línea base en una sección limpia de la tubería.
Una vez que la banda se ha adherido a la tubería, se debe establecer la línea base (baseline) para ambos canales (Canal 1 – Amplitud, Canal 2 – Frecuencia) en una sección nominal de la tubería. Es importante destacar que los términos "libre de defectos" o "limpio" son relativos y no implican que la tubería esté en condiciones prístinas; más bien, indican que el área se encuentra en buen estado en comparación con el área de interés.
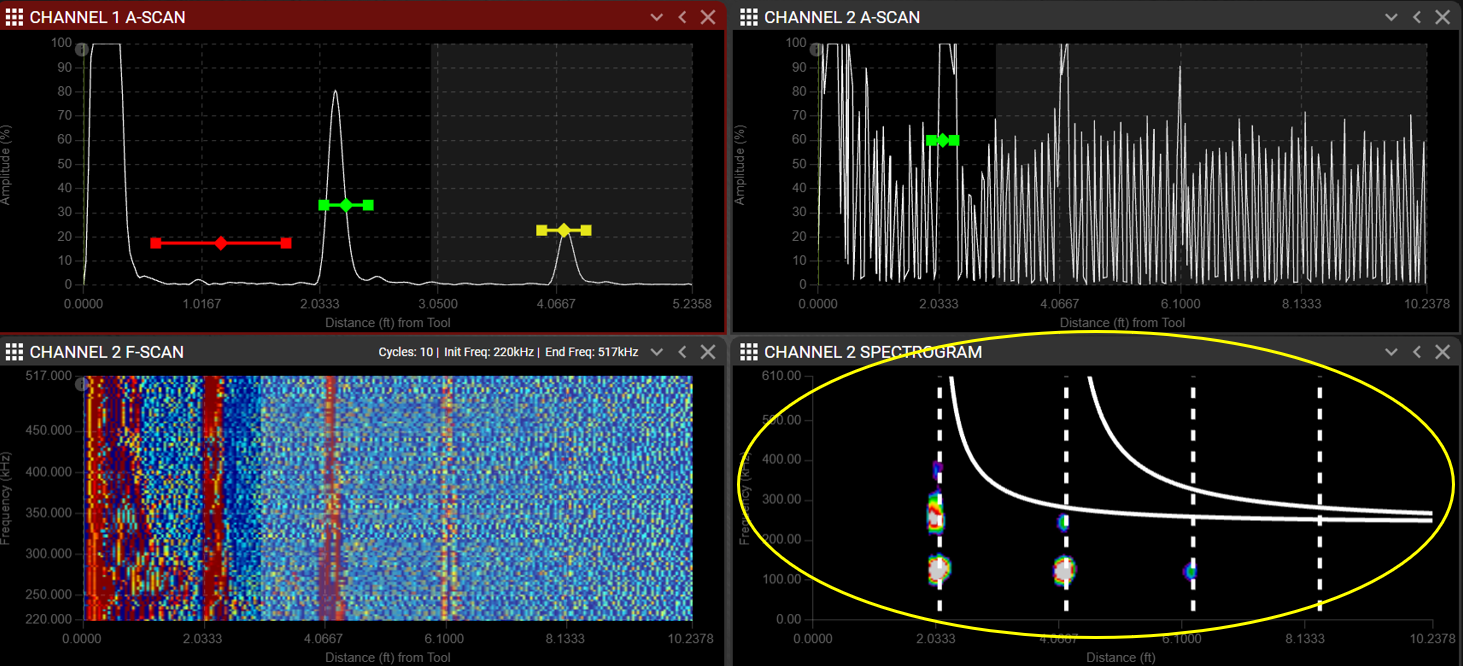
Los resultados de la calibración para el Canal 1 (Amplitud) y el Canal 2 (Frecuencia) se muestran en las siguientes dos figuras:
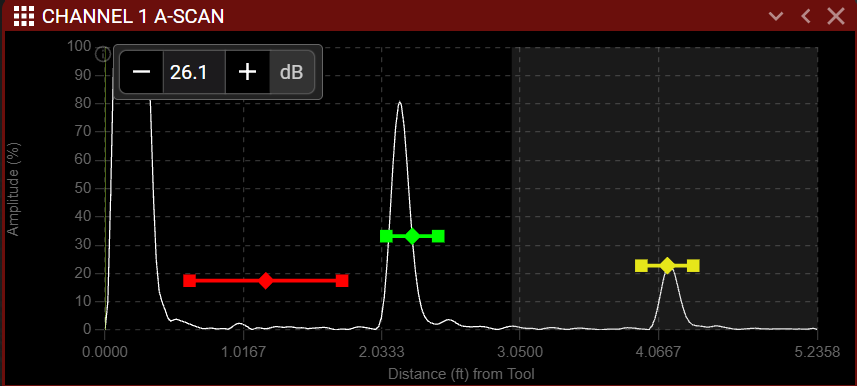
El Canal 1 (amplitud), utilizando el modo de onda SH0, permitió identificar un área donde las señales de contorno (wrap-around) eran intensas y las reflexiones se encontraban en su nivel más bajo. El proceso de calibración ajusta la ganancia para que la primera señal de contorno alcance el 80% de la altura de la pantalla (FSH). En este caso, la ganancia calculada —que servirá como línea base para el escaneo de inspección posterior— se fijó en 26.1 dB.
En la misma ubicación "limpia", se observó que la calibración del Canal 2 (barrido de frecuencia) presentó una respuesta insignificante o inexistente. Además, la línea base de la señal alrededor de la tubería era irregular, lo que resultó en un B-Scan de apariencia granular. Esta ausencia de señal de frecuencia indica que el modo de onda SH1 no puede propagarse alrededor de la circunferencia, lo cual es un indicador crítico de corrosión interna. Esta es una limitación conocida de la técnica de corte de frecuencia (frequency-cutoff), la cual depende del modo dispersivo SH1 para calcular el espesor de pared remanente (RWT).
Durante el escaneo, la corrosión generalizada fue corroborada adicionalmente por el B-scan de amplitud, el cual también presentó una apariencia granulosa debido a las pequeñas reflexiones distribuidas por toda la tubería. Debido a esta condición, la evaluación del espesor de pared remanente (RWT) se realizó íntegramente utilizando la técnica de amplitud (modo SH0).
El canal de amplitud, utilizando el modo SH0 (onda de corte horizontal de orden cero), fue capaz de generar señales robustas. Esta técnica contabiliza tanto las reflexiones directas de los defectos como la atenuación por envolvimiento (wrap-around).
El proceso de calibración reveló corrosión generalizada en el diámetro interno (ID) en toda la muestra. Esta corrosión impidió la propagación del modo SH1 (dispersivo) utilizado para la técnica de frecuencia de corte (cutoff-frequency), un hallazgo corroborado por el B-scan granular en el canal de amplitud. Esta condición explica por qué la muestra no pudo ser inspeccionada utilizando un instrumento que depende exclusivamente de la técnica de frecuencia de corte.
Los defectos presentaron una superposición tanto axial como circunferencial, lo que planteó un desafío adicional para la estimación del espesor de pared remanente (RWT). A pesar de estas condiciones materiales difíciles y las geometrías complejas de los defectos, el VOLTA 2, utilizando la tecnología MRUT SIZING AXIAL, detectó y diferenció con éxito los cuatro defectos, proporcionando una estimación confiable de la pared remanente.